

TECHNOLOGY
Your Laction:HOME > TECHNOLOGY > Technology solutions

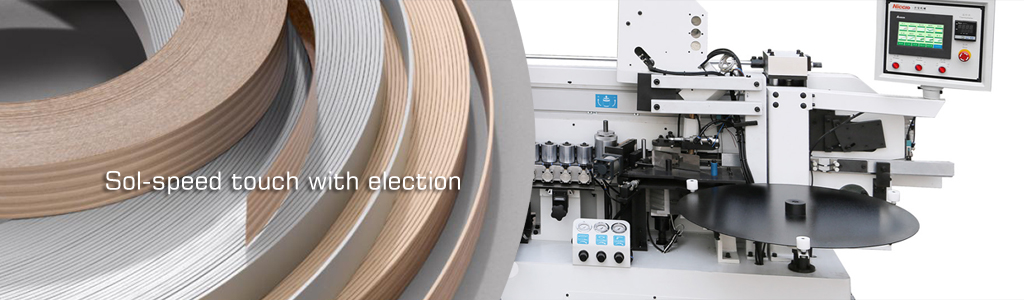
The main advantage of straight edge banding machine is bonding firm, fast, lightweight, high efficiency, to large this effect, in addition to buy a good edge banding machine, but also pay attention to sealing tape, hot melt adhesive, substrate, work environment and operating methods and other factors. Select the Edge with pay attention to width, thickness, material, toughness, surface levels of treatment and other factors. Hot melt adhesive to note the high, medium and low temperature glue difference with the kind of match with Edge, automatic sealing machine used hot glue. Science also set the heating temperature control and flow and solidification of the sol latency. There is also the choice of substrate quality, temperature, parallel and perpendicular to the requirements of section, the working environment indoor temperature, dust concentrations to be considered, the base operations, Edge belt, plastic shaft running speed, pressure, balance, coherence will affect the sealing effect.
Common faults are:
An electrical failure: 1, the host stopped to check whether the power phase, power input voltage is normal. 2, the pressure is too low. 3, the machine does not heat: Check the power supply input voltage is normal, if the contactor pull warm press, a salty isotherm is damaged. Heated slowly, to check whether the heating plate burned, temperature controller whether the program disorders.
Second, the conveyor belt failure: 1, the length of the conveyor belt around how much can be set aside to enter the factory parameters. Such as full band should be checked whether to send them off with a cylinder working, limit switch is normal, send pulley is consistent. 2. When the workpiece below or above did not take the time required to check whether the Edge with 3-4mm, such as cutting the table below to check whether or not with higher plane conveyor belt can be adjusted allowed less than 2mm higher than the workpiece. 3, should be adjusted to run checks sent pulley side sealing thin edge appears, press fit parts verticality and cutting table parallelism.
Third, adhesive failure: 1, such as sticky live, in front of the back plastic piece has no glue, check whether the deformation of the workpiece, the conveyor belt is deviation, whether rubberized plastic shaft, hot melt flow is normal, 2, workpiece above or below the dotted line to check whether the pressure to normal pressure attached parts. Glue effect on the workpiece is normal, check whether the vertical axis of the workpiece and glue. Glue the vertical axis degree can be adjusted, but this is a comprehensive failure and plastic shaft, plate, sealing tape, hot melt adhesive related. This failure may be alternating, single may appear, depending on site specific service conditions .
Fourth: before Qi head failure: 1, scratches Edge band, check whether the parallel between the guide plate and the workpiece. 2, the top piece scars have to break something, check the guide wheel damage (wearing parts) at the same time must check the work action, pressure is normal. 3, work together head sometimes cut or damaged when cut with the workpiece, check the air pressure, limit switch, solenoid valves, slide rails, cylinder, magnetic switch, then switch of the inverter output is normal.
Five Polish: motor on does not turn, pay attention to check whether the motor is stuck, open electrical boxes to check whether the thermal relay protection.
Six gas path fault. Includes a valve malfunction, leakage, low pressure, cutter, feeding does not work, etc., in good condition mainly examine the various pneumatic components.
Seven, mechanical failure. Main drive failure, uneven coating, feeding failures and cutter failure, in good condition and securely check the mechanical parts of the main components, transmission parts are shifted joint damage.
